- Home
-
Products
Turn-key Project
- Battery Slurry Production Equipment
- Liquid Complete Production Line
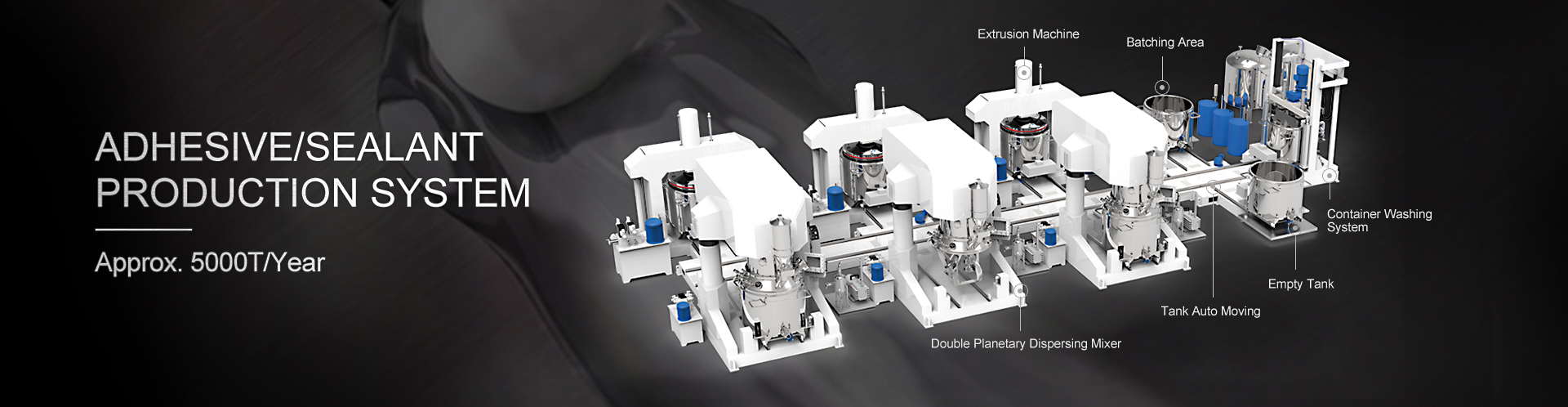
- Adhesive Complete Production Line
- Powder Complete Production Line
- Liquid Storage and Automatic Batching System
- Powder Storage and Automatic Batching System
- EPC Project General Contracting Business
- Water-based Paint Production Line
- Putty Complete Production Line
- System Integration
- Application Industries
- News
- Service
- About Us
- Contact Us





-
- High Viscosity Mixers
- Dispersers&Mills
- High Shear Emulsifiers
- Grinding Machines
- Vacuum Drying Mixers
- Powder Blenders
- Extrusion Machine
- Washing Machine
- Powder Procedure Processing
- Filling And Packing
- Filters And Sieves
- Kettles/Vessels/Tanks/ Hoppers
- Laboratory Equipment
- Batching And Metering
- Turn-key Project
Dry-Mix Mortar Production Line
Project background
SIEHE Group has customized a new, highly efficient, and intelligent dry-mix mortar production line for a well-known European architectural coatings company. This production line integrates precision processes and intelligent control technology to achieve fully automated production from raw material unpacking, fully automatic high-precision batching, mixing, and packaging to final product output. After the project is put into operation, it will significantly improve production efficiency and product consistency, reduce energy consumption and costs, help the client build a modern green factory, and consolidate and expand its leading position in the high-end market.

Project overview
Location: Europe
Material: Gypsum-based dry-mix mortar
Capacity: 20 tons/day
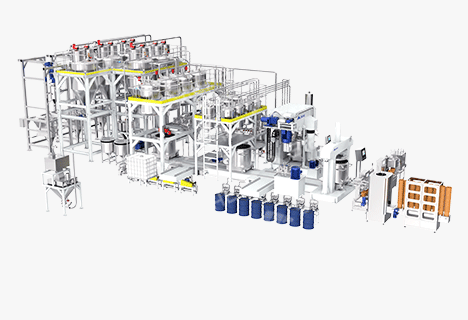
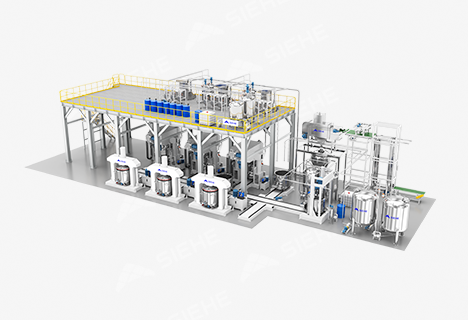
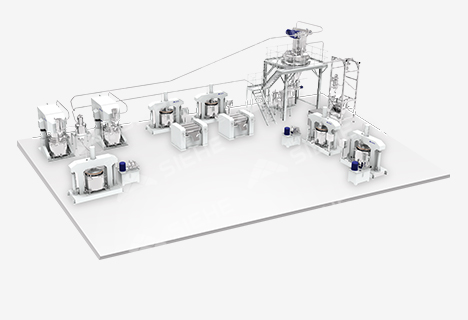
Based on the client's material characteristics, capacity requirements, and plant conditions, and after material verification, we customized a functional mortar production line for the client. This line includes a powder unpacking and feeding system, a fully automated feeding and batching system, a mixing system, a finished product packaging system, a dust removal system, and a control system.
Process flow
1)Powder Unpacking and Feeding System
Powder raw materials are packaged in two forms: large bags (mainly ton bags) and small bags.
Large bag raw materials are unloaded through a ton bag cutting and unpacking station. A forklift places the ton bag on a heavy-duty industrial cutter. After the cutter breaks the bag, the material falls by gravity into a 2000L buffer hopper below. A built-in dust collection system is activated throughout the unloading process to ensure a safe working environment. A pneumatic tapping device is also provided to assist in unloading, ensuring the raw material in the ton bag is completely emptied. An activated hopper is integrated below the unpacking station to increase material flowability and effectively prevent bridging during feeding. The hopper has a viewing window for easy observation.
Small bag materials are fed through a weighing-type small bag unpacking station. Manual unpacking and a touchscreen display showing weight information by order number and formula are used. Feed data is uploaded in real time, achieving closed-loop control of the feeding weight.
2)Fully Automated Feeding and Batching System
Large bag powder raw materials utilize a negative pressure dilute phase conveying method. The skid-mounted design integrates raw material storage and a fully automated batching system, ensuring a clean production environment through a completely enclosed conveying process. Addressing the customer's plant height restrictions (the total equipment height must be less than 8 meters), an innovative integrated structure of air-powder separation and storage silos is adopted, effectively controlling the skid height and employing a continuous feeding design to guarantee production capacity. The storage silos are equipped with radar level gauges and fixed level gauges, providing dual safety assurance and real-time monitoring of material levels. The system employs servo control and Mettler Toledo high-precision modules, enabling automatic batching according to order numbers and formulas with an accuracy of up to 5‰. After batching, the materials are pneumatically conveyed to a buffer silo for mixing.
The entire skid is a modular, detachable structure. Piping, air hoses, and cables are all constructed along the skid's steel structure, eliminating the need for disassembly during transportation. Customers can directly assemble the system on-site according to the skid numbers, ensuring convenience and efficiency.

3)Mixing and Stirring System
The mixing equipment is a horizontal ribbon mixer selected based on customer usage habits. It adopts unique double-ribbon design, the outer ribbon pushes the material from both ends to the middle during rotation, while the inner ribbon pushes it from the middle to both ends. This creates strong convection and diffusion within the barrel, achieving rapid and uniform mixing. A discharge port is located at the center of the bottom of the horizontal mixer’s barrel. During discharge, the special spiral structure of the outer ribbon rotates with the main shaft, guiding material close to the barrel wall to the central outlet, ensuring no residue and no dead corners. The mixer is equipped with a pneumatic sampling valve and weighing system for process sampling and weight verification; a side cleaning door facilitates thorough cleaning when changing product types, eliminating dead corners.
4)Finished Product Packaging System
The semi-automatic small drum packaging system requires only operator assistance in loading and capping the drums. The system automatically completes accurate metering, sealed feeding, capping, and discharging, offering simple operation and high cost-effectiveness. The system integrates servo control with Mettler Toledo high-precision module weighing, ensuring high accuracy; the entire process is dust-free.

5)Dust Removal System
The production line is equipped with a central baghouse dust collector, installed on the ground and connected to the weighing hopper, mixer, and filling machine. The dust collector features a reverse pulse cleaning device to block powder sucked up by the vacuum and backflush it into the tank, reducing material loss and achieving a dust-free working environment.
6)Control System
An independent electrical control cabinet with a SIEMENS 1200 PLC and multiple touchscreen controls provides clear, intuitive, and convenient operation. It features automatic/manual operation, formula editing, equipment start/stop, and operational status monitoring, supports remote control, and boasts a high degree of intelligence.
Conclusion
This dry-mix mortar production line integrates automatic batching, precise metering, efficient mixing, intelligent packaging, and central dust removal, fully demonstrating the leading strength of the SIEHE Group in powder material handling and intelligent manufacturing. After the project is put into operation, it will effectively help customers achieve capacity upgrades and intelligent transformation, significantly enhancing their competitive advantage in the European architectural coatings market.